欢迎访问深圳市铨隆五金制品有限公司网站!
以金属蚀刻产品为订制与销售的专业供应商
订购咨询热线:0755-2328614013689560368
小音网
微型耳塞网
铍铜弹片
洋白铜蚀刻
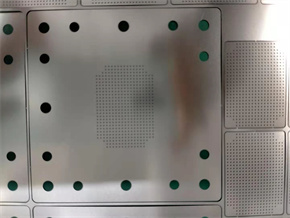
小钢片蚀刻加工
试具钢片
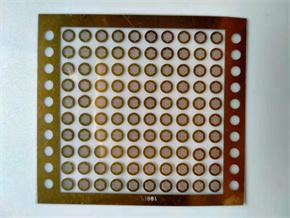
大钢片精密蚀刻加工
磁性治具
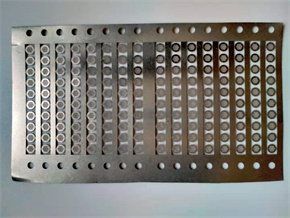
超大钢片蚀刻加工
磁性治具钢片系列2
磁性治具钢片系列1
磁性治具钢片系列
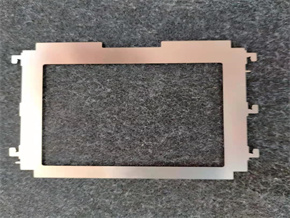
BGA试具蚀刻加工
超薄垫片2
超薄垫片1
超薄垫片
铜标牌蚀刻加工
标牌礼品
标牌铭牌礼品系列
同学聚会纪念牌蚀刻..
扫一扫加好友
微信公众号
地址:深圳市松岗镇下山门社区第一工业区
联系人:韦少
邮箱:13689560368@vip.163.com
在线沟通,请点我在线咨询
咨询热线:136895603680755-23286140
首页
服务分类
热线电话
在线咨询